機(jī)架專用管")
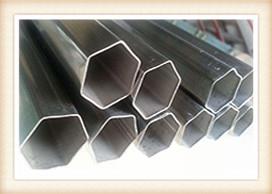
農(nóng)機(jī)架專用管
產(chǎn)品詳情
農(nóng)機(jī)架焊接前鍍鋅管的制備與一般低碳鋼相同。需要注意的是,鍍鋅管及其附近鍍鋅層的溝槽尺寸應(yīng)小心處理。為使焊縫通過,坡口尺寸應(yīng)適當(dāng),一般為60-65°,且應(yīng)有相應(yīng)的間隙,一般為1。5-2。5毫米為了減少鋅在焊縫中的滲透,焊接前可以清洗槽內(nèi)的鍍鋅層。在實(shí)際監(jiān)督工作中,采用交會(huì)槽,不采用鈍邊工藝進(jìn)行集料控制,采用兩層焊接工藝,以減少不經(jīng)鍍鋅管焊接的可能性。
電極應(yīng)根據(jù)鍍鋅管的基體材料選擇。一般說來,J 422更適合于鍍鋅管,因?yàn)樗子诓僮鳌?/span>
農(nóng)機(jī)具專用管焊接,需要焊掉鍍鋅層,否則會(huì)產(chǎn)生氣泡、沙眼、假焊等,也會(huì)使焊縫脆硬。
它的焊接特點(diǎn):一般在低碳鋼上涂上一層鋅,鍍鋅層一般在20微米厚。鋅的熔點(diǎn)為419℃,沸點(diǎn)約為908℃。在焊接中,鋅熔成液體漂浮在熔池外面或焊縫的根部。鋅在鐵中有很大的固溶性。鋅液沿晶界進(jìn)入腐蝕焊縫金屬,低熔點(diǎn)鋅構(gòu)成"液態(tài)金屬脆化"。同時(shí),鋅和鐵可以在金屬間形成脆性化合物。這些脆性相降低了焊縫金屬在拉應(yīng)力作用下的塑性和裂紋。角焊縫焊接時(shí),T形接頭的角焊縫容易穿透裂紋。鍍鋅管焊接時(shí),在槽外和溝槽邊緣的鋅層在電弧熱作用下發(fā)生氧化、熔化和蒸騰,從而造成白塵和蒸汽,容易產(chǎn)生焊縫氣孔。
焊接方法:在焊接焊縫時(shí)盡量使鋅層熔化、蒸發(fā)、蒸騰,從而大大減少液態(tài)鋅在焊縫中的滯留。
機(jī)具專用管")






詢盤